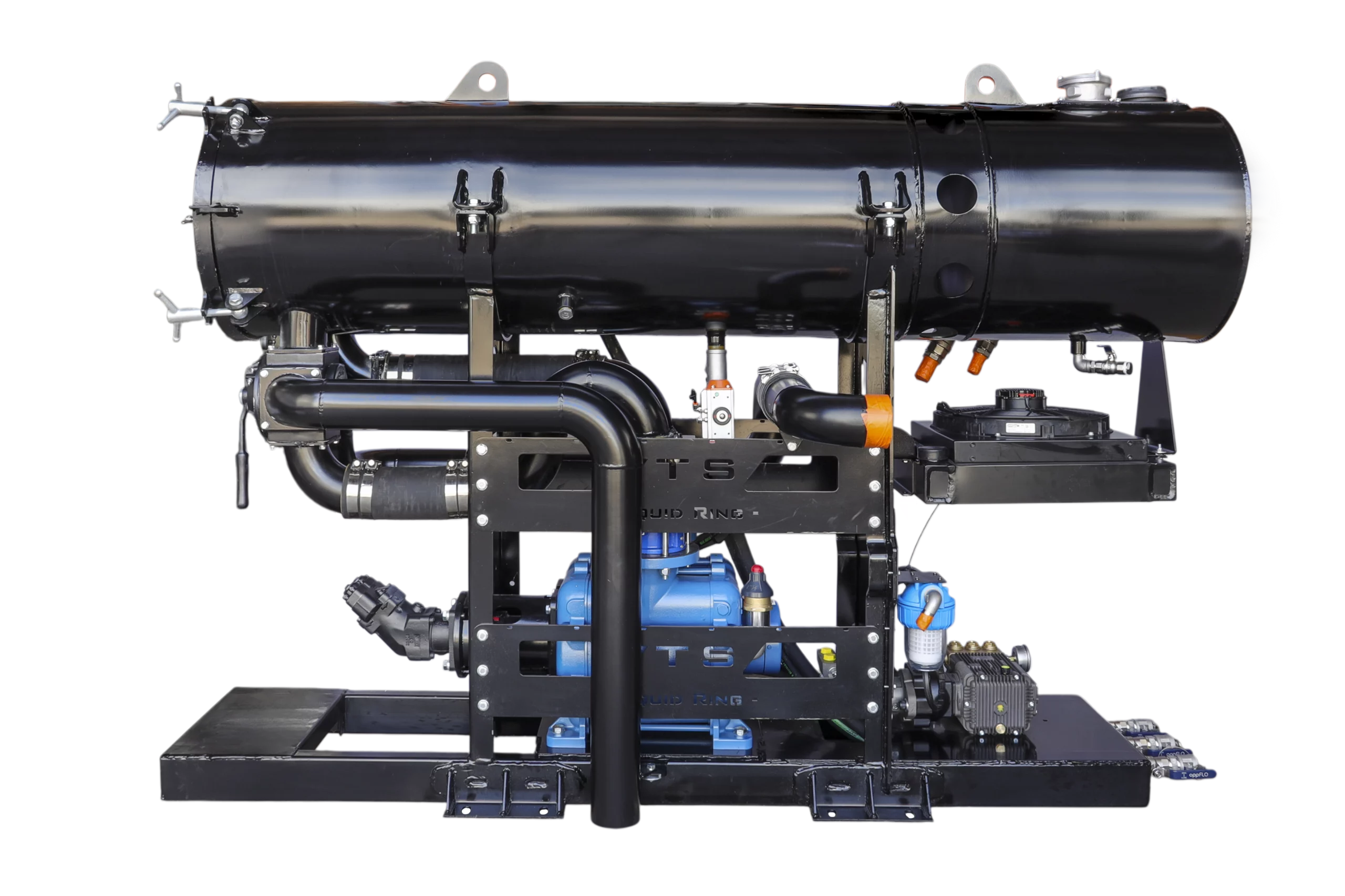
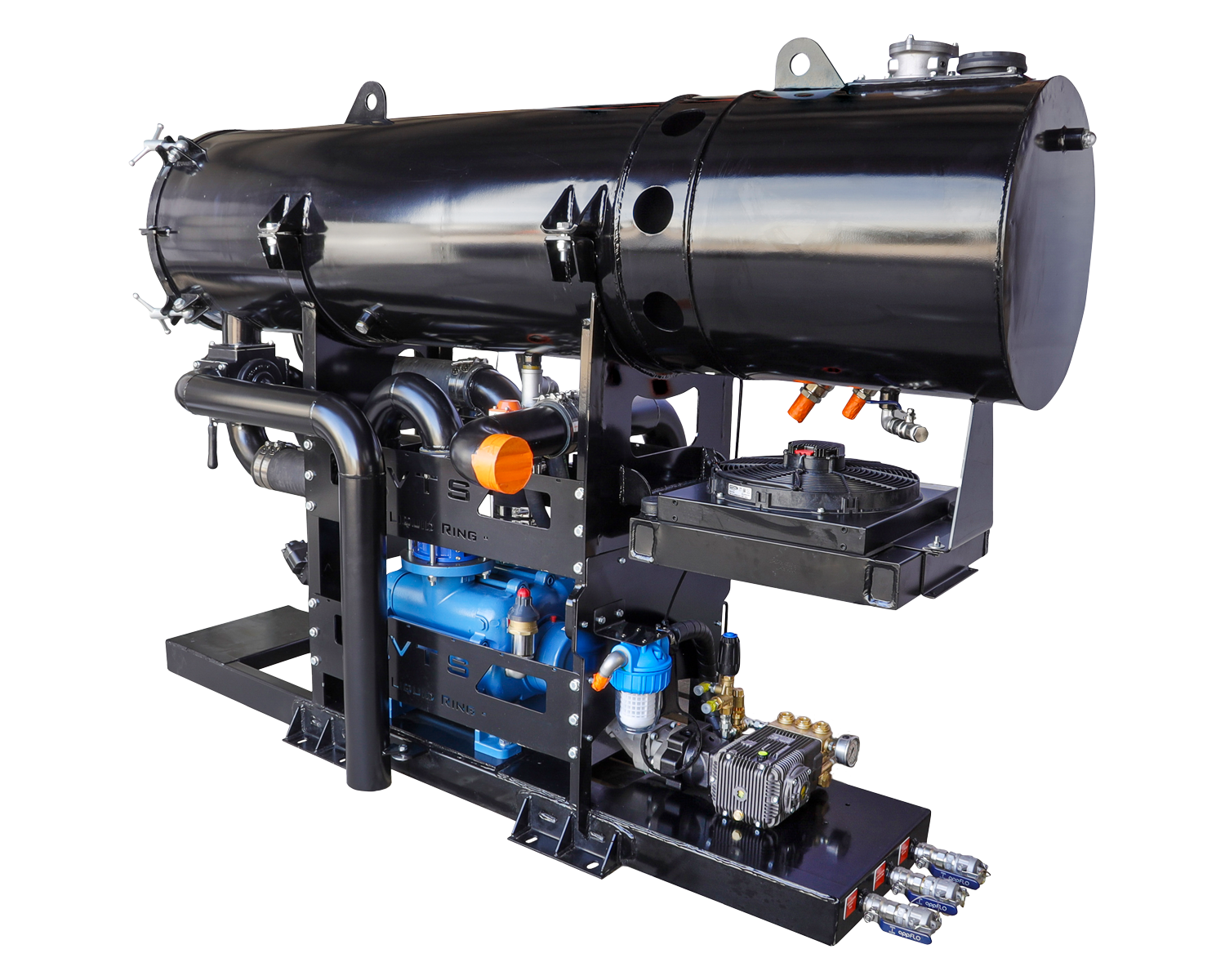
Liquid Ring Tower – Hydraulic Drive (Code: 98-066)
A quiet, high-performance vacuum solution ideal for retrofitting to existing hydraulic units. This fully assembled liquid ring tower features a TRVX 1007 (600CFM) vacuum pump with integrated separator and hydraulic tank. Pre-plumbed with stainless steel tubing and high-quality hosework, it includes a Sunfab 47CC hydraulic motor, cooling fan, and all core plumbing components.
Includes:
TRVX 1007 liquid ring vacuum pump (30kW @ 1700rpm)
Hydraulic tank and fittings
Sunfab 47CC hydraulic motor
Hydraulic cooling fan
Bell housing & Trasco coupling (48mm shaft x 1¼” motor bore)
4″ four-way valve, 4″ wafer check valve
1″ air-operated ball valve
Fully plumbed with stainless steel tubing, fuel/oil suction hose, T-bolt clamps, and water hose
Note: Supplied without high-pressure water pump (available as a kit), additional hydraulics, electrics, or platform.